 Thermo Fisher Scientific
Thermo Fisher ScientificIf you’ve ever had the experience of eating a meal and biting into something hard that clearly wasn’t meant to be there, your thoughts after spitting it out were likely: What is this? Where did it come from? Why didn’t somebody catch this?
Even if you weren’t injured, you probably would have negative feelings toward the food manufacturer and vow to never buy their products again.
While you might have kept that thought to yourself, sometimes physical contamination cases have far more significant consequences. Consumer complaints can lead to recalls, re-work or scrapping large amounts of expensive ingredients and end products, damaging news reports and even lawsuits. The harm to the company’s reputation, let alone the expense of suspending and resuming operations, can be costly.
With such possibilities always a threat, food producers have long used detection systems to help keep foreign objects out of their products. Greater expectations of quality and safety are coming from both today’s consumers and food safety regulatory bodies. As global trade has expanded, producers have had to raise their standards further as competition and compliance requirements intensify.
Some food processors recognize that because no company’s products are truly unique, improving their production process with a focus on food quality and safety can become a differentiator. Doing so can help keep existing customers, capture new ones and command higher prices.
Sometimes, the incentives are more basic. As a supplier, you may find that leading retailers will dictate what kind of detection equipment you must use, such as X-ray inspection. It’s not hard to understand why they make such demands. Typically, it’s their reputation that suffers if a customer bites into a shard of glass, a rock fragment or metal wire from a sieve.
The Good News:
While all of this may sound foreboding, the good news is that state-of-the-art of X-ray detection systems have advanced significantly in the past few years. As a result, you’re able to buy equipment today that is:
- Better performing
- More reliable
- Safer
- More compact
- Easier to operate
- Less expensive
Let’s look at these changes and what they mean for today’s food processors:
Better Performing
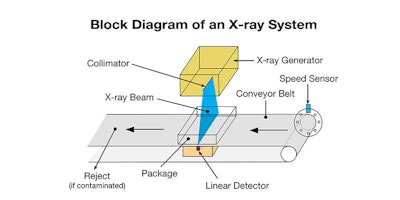
As you may have noticed, the medical field has become increasingly advanced in its use of X-rays to see what’s happening inside our bodies. Much of that technology has made its way into the industrial world. This has led many food processors to move away from older electromagnetic field detectors that are only able to find metal to X-ray devices that can find not only metal but other dense, sharp, non-metallic objects.
Inspection equipment manufacturers have been responding with innovations in X-ray technology for food processors, too, knowing that X-ray can offer huge advantages over metal detection. At Thermo Fisher Scientific, for example, our food contaminant X-ray technology is already in its seventh generation.
To achieve better performance for food applications, manufacturers look to improve the quality of the X-ray source, the detector and the multifaceted inspection software that controls and interprets the information produced by those two elements. The machines may also come with optional high-power X-ray sources and high-resolution detectors — perfect for peeking through dense products. Some solutions may also provide a refine function so that as you run production, you can tune the machine’s performance on false reject images.
Another improvement that some manufacturers offer is the ability for food companies to do upgrades to an existing X-ray system, rather than replace it, as new capabilities are introduced.
More Reliable
If you talked to food producers five or 10 years ago about their X-ray inspection machines, “reliable” is not something they likely would have mentioned. Previous systems were often susceptible to X-ray tube failures, premature wear to the detectors from constant bombardment by the X-ray beams and computer-related hiccups from use in harsh environments. Those concerns are largely a thing of the past.
One of the biggest improvements is that detectors are two to three times more sensitive now than a decade ago. Consequently, the power needed to produce an image is much lower, so the source runs cooler and lasts longer. Detectors receive less ionizing radiation as well, so they, too, last longer.
Safer
While X-ray technology used in food applications is extremely safe, the nature of X-rays is such that they need to be well-controlled. Toward that end, latest generation systems may employ a host of safety measures, some of which are mandated by worldwide standards to prevent radiation leakage and create fail-safe designs.
More Compact
Floor space is usually at a premium in food manufacturing facilities, challenging equipment manufacturers to design X-ray inspection systems that don’t require much more room than metal detection equipment they may be replacing. For example, that makes an X-ray system with a 1 meter by 1 meter footprint and a 1.5-meter height very attractive. A system that is not only small but also lightweight provides the added flexibility of wheeling it between lines or removing it for cleaning.
Easier To Operate
With an ever-increasing focus on enhancing productivity, many of the new innovations are designed to be easy to operate. They are equipped with simple menus and buttons with icons and wizards to guide the user through set-up and troubleshooting. Each step may include on-screen help text. When something goes wrong, color graphics help pinpoint the cause. If expert help is needed, built-in software allows a technician sitting thousands of miles away to access and run the machine.
Less Expensive
As with many technology-driven products, the cost of buying an X-ray machine has gone down over time. In the past, X-ray machines cost three to five times more than a comparable metal detector. Now, that ratio has dropped: X-ray machines are priced roughly twice as much as metal detectors.
While food processors understandably want to avoid larger capital outlays, if possible, the superior performance of X-ray inspection technology helps ensure food quality. At the same time, it helps guard against the potential of physical contaminants entering the food supply and the resultant costs of recalling product, receiving unwanted publicity, losing major customers and facing lawsuits.
What To Do Now
To take advantage of the compelling advantages today’s X-ray inspection equipment offers, it is suggested you review your HACCP plan and the quality/safety problems your quality assurance managers have documented in the last 12-18 months. Determine if you understand the size and nature of the issues you face and have a way of detecting them and tracing them back to their root cause.
As new food safety plans under the Food Safety Modernization Act are implemented, many producers are finding small holes in their HACCP plan that can lead to big leaks and problems. They’re also learning that X-ray machines in many cases allow them to plug those holes in a cost effective manner.
If you have concerns about your HACCP program and want to investigate X-ray inspection technology for your application, there’s an easy way to address it: engage an inspection company with an established X-ray inspection technology. You’ll want to provide samples of your product along with information of potential physical contaminants from your production environment. Armed with the test information, the manufacturer can report the type and size of contaminants that are possible to find, recommend the right system for your application and help determine where to place it in your production line.
X-ray inspection is arguably the fastest-growing segment of product inspection worldwide. The trend is projected to continue for the next 10 years and beyond. That’s good news for food manufacturers, as equipment companies push the boundaries of these powerful inspection devices, paving the way to a safer food supply for everyone.