Read Part I here.
What went wrong
Simply put, a drill pipe is a tube within a tube. The outer tube is the bore of the well, and the inner tube the drill pipe, which in turn contains the drill head. As the drill head rotates and moves down within the well bore, pumps aboard the drill platform force a viscous fluid called mud down with it. The mud lubricates and cools the drill head, while simultaneously flushing dirt and cut bits of rock out the bottom into the ring-shaped “annulus” space between the drill pipe and the outside tube, or casing.
Mud can also be pumped from other locations—choke and kill lines, for example—so debris and mud may flow back up the drill pipe. However it gets there, the debris is eventually sent back to a separation manifold on the drilling platform for cleaning and reuse.
The huge BOP stack sits on the sea floor directly above the wellhead. Its two halves together are as tall as a six-story building and weigh over 400 tons. The top half, called a Lower Marine Riser Package (LMRP) contains two electronic control pods together with a pair of donut-shaped sealing devices called the Upper and Lower annular preventers. The preventers seal around the drill pipe and regulate upward fluid flow.
The lower half of the BOP stack contains a series of shear and bore ‘rams,’ and the valves and hydraulics that actuate them. Depending on the circumstances, these rams serve to ‘choke’ the well, or ‘kill’ it if necessary. The BOP stack is a complex device, and its job is critical: control pressure within the well, keep the drill pipe centered, and sever and seal the pipe in the event of an uncontrollable blowout. The Deepwater Horizon’s BOP stack failed on all three counts.
On the night of the accident, shortly after a routine “leak-off” test of the Upper Annular Preventer, manifold pressures on the drilling platform increased five-fold. Oil and gas then began spilling onto the platform deck, and the rig caught fire. Personnel aboard the Deepwater Horizon activated the Emergency Disconnect Sequence (EDS) in an attempt to shut down the well, but they were unsuccessful. The rig was abandoned a half an hour later.
How it happened
DNV’s analysis, supported by FEA data, indicates that the primary cause of failure was the BSR, or blind shear ram’s inability to cut the drill pipe and seal the wellbore. The BSR is like a big pair of scissors, with opposing blades designed to cut the drill pipe and seal its end in a last-ditch effort to kill the well. FEA clearly showed that the shear ram should have been able to do its job. The required force was in the middle of the test and calculated data range for a nominal, centered pipe model, and there was nothing out of the ordinary with the strength of the drill pipe itself. The BSR would likely have worked, except for one thing: the pipe wasn’t where it was supposed to be.
When activation of the blind shear rams occurred during ROV intervention, the annular preventers were already sealed around the drill pipe at the top of the BOP stack. The variable bore rams were sealed around its lower half. The pipe should have been in the center of the well bore, which is where the blind shear ram expected it to be. However, physical evidence from the markings on the recovered portion of the drill pipe indicated that the pipe was at the side of the wellbore instead.
The DNV engineers postulated a reason: One of the pipe’s tool joints was positioned just below the upper annular preventer, which was closed on the drill pipe. When upward pressure became high enough due to the forces caused by the blowout, the pipe had nowhere to go and the upward forces (compression forces on the drill pipe) caused the drill pipe to buckle—pushing the pipe to the side of the wellbore. The blind shear ram tried to cut the pipe off-center, unsuccessfully. This jammed a portion of the drill pipe between the ram block faces, preventing the rams from fully closing and sealing the wellbore.
FEA supports theories of ‘why’
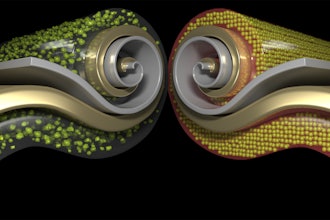
As DNV’s investigation into the proposed sequence of events deepened, FEA continued to support the team’s theories. They started with a buckling analysis to determine what the necessary load would have been to move the pipe to the edge of the casing. The FEA models indicated that the applied pressures would have been sufficient to force it out of position (see figure above).
From there, it was necessary to determine two other things: would the pipe have sheared had it been in the correct position, and what forces were needed to shear it off-center? Once again, FEA models provided the needed insight (see image at left). “First, using a combination of the shear damage parameters, in conjunction with the known elastic and strength values of the material, our FEA data validated the estimated pressures needed to shear the pipe under a center-load condition,” says Finneran.
Next, the engineers simulated the situation seen on the Deepwater. “Our shearing analysis showed that, with the pipe off-center, the rams would have been prevented from closing fully,” says Finneran. “This allowed flow past the blind shear rams and caused significant erosion of the blind shear ram components and wellbore.”
“We determined that, under blowout conditions of this well, it was possible for the drill pipe to buckle between the UA (Upper Annular Preventer) and U-VBR (Upper Variable Bore Ram),” says Finneran. The DNV hypothesis was supported by their off-center BSR shearing FEA model, which provided results consistent with those damaged pipe segments, as well as the erosion damage seen between the rams, wellbore, and recovered drill pipe.
Moving Forward
Now that FEA has been shown to be highly useful in helping identify the causes of the Deepwater Horizon failure, Finneran would like to see it used to lessen the likelihood of such events re-occurring in the future. “I believe finite element analysis can be a valuable tool in validating the capabilities of both new designs and existing equipment,” he says. “It allows you to incorporate a number of scenarios and situations that are difficult, if not impossible, to analyze through experimental testing.”
Finneran points out one challenge still to be overcome: incomplete raw material data. Because some of the material damage parameters of the actual materials used in Deepwater’s BOP stack were unavailable, he and his team had to substitute equivalent materials with known values in their analyses.
“The industry as a whole would benefit from developing material-specific data that could help them to further fine-tune the FEA of their designs,” he says. “This could enable the development of models that can verify the ability of existing and future BSRs to shear drill pipe under high-pressure blowout conditions. Given the appropriate material data, this kind of numerical modeling definitely has the ability to assess the extreme pressures and conditions that may be seen during a blowout event.”
The DNV report makes numerous recommendations to the oil industry, including further studies to determine efficacy of backup systems and ROV effectiveness, as well as additional FEA modeling to more fully understand buckling stresses and fluid dynamics in a blowout situation.
“Whatever the outcome of this testing, regulations are expected to change,” says Finneran. “Several alternatives are being considered within the industry, such as including redundant BSRs as a secondary backup, and pursuing more robust designs capable of cutting and sealing under most any situation presented.”
“FEA can incorporate real world data into highly accurate predictive models,” Finneran says. “Given the right material data, fluid flow characteristics, and downhole pressures, we could then simulate what would happen under those conditions, giving you a reasonable amount of certainty that your design will function under well blowout scenarios.”