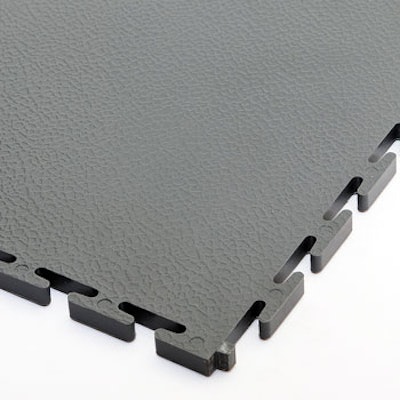
Ecotile E500/10
ecotile E500/10 floor tile – ultra heavy duty flooring These ultra-heavy duty interlocking floor tiles are exceptionally tough, resistant to impact, heavy loads and high traffic movements. They are the highest specification tile we produce and, as with the entire range, are designed to be loose laid and therefore quick and simple to install. ecotile 500/10 can be used to repair and protect busy warehouse and factory flooring where access time is limited. The 10mm tile is recommended for use in areas where heavier fork trucks, aisle stackers or narrow aisle trucks are used or where HGVs will be executing tight manoeuvres or rotating wheels whilst stationary. ecotile 500/10 has also proven to be extremely successful in aircraft hangars and fire station pump room floors. Key Benefits Extremely tough and hard wearing Excellent resistance to impact and vibration Protects the existing flooring from damage No floor preparation or adhesive required Low life cycle cost and easy to maintain Good anti-slip properties Suitable for floors that are subject to exceptionally heavy wear Quick and simple to install so no downtime Ideal for old, uneven, damp, oily or contaminated substrates Insulates against cold, damp & noise Applications Engineering Plants Passenger Terminals Warehouses Commercial Garages Free Weights Areas Fire Stations Power Stations Distribution Centres Aircraft Hangars Maintenance Depots ecotile 500/10 floor tiles can be used almost anywhere. They are the tile to specify if you have any concerns about the loads that will be travelling across the floor or the levels of impact they will be subject to.
Jan 11, 2017
Latest in Home

Sponsored



Fill out the form below to request more information about Ecotile E500/10


















