I spent a few days in Florida for the Grainger show this February — a more welcome break than ever due to this year’s “Polar Vortex.” And besides a few 70-something degree days, there were bright spots as Grainger employees, customers, and suppliers collaborated on best practices by sharing their stories.
In a roundtable discussion moderated by Court Carruthers, Grainger’s Group President, Americas, three Grainger customers discussed some of the challenges they faced within their own industries and facilities. The panel included executives representing a health care organization, one in hospitality, and a notable food processor.
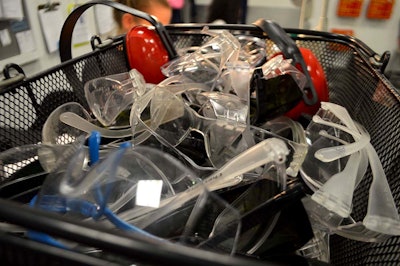
It was interesting to see how much cross-over there was in terms of critical issues. Most of these folks faced the same challenges, despite each having a different end game. The gentleman from the food processor gave an interesting anecdote around MRO management within his facility — specifically citing how often misuse and overuse could occur simply due to management’s inability to relay pertinent information to the plant floor. For example, as this company began to look into streamlining its purchasing, it was revealed that there were 77 different kinds of safety glasses that had been ordered at various points in the recent past. Before there was a specific strategy in place for consolidation of suppliers and reduction of MRO SKUs, it was a free-for-all.
One day, in an effort to bring the problem to light, this company threw the 77 different pairs of safety glasses on the table — some of which were an astonishing $54 a pair. It wasn’t until this exercise that many of the employees truly understood the cost behind each of these individual products. In fact, some of them looked at this PPE as more of a disposable product, and were going through multiple items on a regular basis.
In a case like this, it’s certainly management’s responsibility to connect these dots. Often these situations occur for good reason, as production employees don’t typically have access to purchasing or cost data. Some companies solve this issue with vending machines — a great way to keep an eye on stock and provide more visibility into individual usage. For this gentleman at the food processing plant, he relied on help from his supplier (in this case Grainger) to help him develop more insight into areas like this that needed attention. When he talked about supplier service, he made an excellent point about using your supply base as a strategic advantage: “It’s just an expectation for us. We need a total value proposition, and if you’re not letting these supplier resources into your plant, they will be in your competitor’s plant.”
For many industrial distributors, service is their bread and butter. Anybody can sell a commodity product at a cheap price. If you need evidence of this, just look at Amazon’s foray into the industrial market with AmazonSupply and Google’s B2B site Google Shopping for Suppliers. Some of these e-tailers may offer convenience – and a slick website – but that may be about it. For those companies who permanently exist in the industrial space, services like MRO management, training, maintenance, and compliance assistance are what make them a value-added re-seller. But you’ve got to take advantage of the services that are available. As the food processor on Grainger’s roundtable made clear – if you’re not open to letting suppliers into your plant, your competition may be – and then skipping these kinds of service offerings goes from a missed opportunity to a threat to your competitive advantage.
Or maybe you don’t care how many $54 pairs of safety glasses you go through…



















