Wireless communication in the industrial market has been practiced for many years, often targeted at point-to-point data transfer for supervisory control and data acquisition (SCADA) purposes. Today, plants increasingly use wireless networks for critical Industrial Automation and Control System (IACS) applications that require reliable data transmission with low levels of latency and jitter.
Wireless local area networks (WLANs) differ significantly from traditional wired LANs in their use of shared radio frequencies, susceptibility to interference and coverage impairments. Deploying a wireless network requires thoughtful planning and design, as well as periodic monitoring to meet expectations for bandwidth, throughput, reliability and security.
This application guide details recommendations for successful WLAN design and implementation that meet the performance requirements of industrial control applications using EtherNet/IP.
1. Network Topology
Wireless LAN architectures, industrial wireless use cases and typical topologies for Industrial Automation Control Systems (IACS) applications are reviewed in Chapter 1 of the Rockwell Automation/Cisco authored paper “Wireless Design Considerations for Industrial Applications” from which this article is extracted. These recommendations are specific to the test configuration & equipment used (see Chapter 3 & Appendix A).
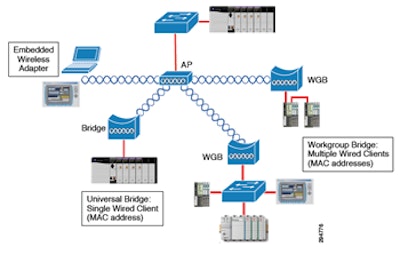
- Workgroup bridge (WGB) is the special Access Point (AP) mode that can be used to connect multiple wired IACS devices to a WLAN.
- It is recommended not to exceed 20 wireless nodes (WGBs or embedded adapters) per AP for EtherNet/IP applications.
- Number of wired clients that communicate over wireless link should be limited to 19 per WGB.
- The total number of Ethernet devices on a single VLAN (wired or wireless) should be below 200 to restrict the amount of broadcast traffic.
2. Packet Rate Limitations
Total packet rate in a wireless channel is the main factor that determines application performance in EtherNet/IP real time control applications.
- Do not exceed 2,200 pps in the wireless channel with EtherNet/IP traffic.
- Reduce packet rate in environments with RF issues and interference.
- Reserve 20 percent of bandwidth for HMI and maintenance traffic such as web page diagnostic, programming tools etc.
- All communication should be accounted in the total packet rate calculations, including non-CIP packets and traffic from neighboring WLAN sharing the same channel.
- Direct communication between wireless clients should be limited and kept at low rates. Wireless to wireless communication doubles the number of packets that needs to be transmitted and inefficiently uses the available bandwidth.
- A number of application optimization methods can be used to lower the total packet rate and improve the performance:
- Use rack optimized I/O connections when possible.
- PAC to PAC communication with Produced / Consumed tags is more efficient than PAC to I/O communication.
- Instead of using direct wireless communication from multiple PACs, aggregate wireless traffic through a single PAC in the wired infrastructure.
- Instead of using many individual connections, Produced / Consumed data can be combined into large arrays and user-defined data types (UDT) with one or few connections.
- Different types of data can be carried in the one Produced / Consumed tag. For example, standard data can be appended to the safety Produced / Consumed data if RPI is sufficient.
- The most efficient situation is transmission of one wireless packet in each direction during a cycle
3. Application Parameters
The table below lists various CIP protocols and their potential use with 802.11n wireless communication:
IACS Protocol Type | CIP Standard | Use with Wireless | Constraints
|
Information and diagnostics, process control | CIP Class 3 (HMI) | Yes
|
|
Peer to peer messaging | CIP Class 3 (MSG instructions) | Yes
|
|
Peer to Peer Control | CIP Class 1 Produced/Consumed | Yes | Higher latency and jitter may be an issue if an application depend on exact timing of updates |
I/O Control | CIP Class 1 I/O | Yes
| |
Safety Control | CIP Safety | Yes
| Very fast safety reaction times may not be supported |
Time Synchronization (IEEE 1588 PTP) | CIP Sync | Limited
| Accuracy of ~150 μs can be achieved1; suitable for SOE and event logging applications |
Motion Control
| CIP Motion; Produced/Consumed Virtual Axis | Experimental
| Position accuracy depends on CIP Sync performance; Direct CIP Motion control is not feasible; Virtual Produced / Consumed axis may be possible for low performance applications |
- Use unicast connections with wireless I/O or Produced / Consumed data.
- Standard RPI of 20ms can be supported. RPIs as low as 10ms may be supported depending on the application sensitivity to jitter and delay.
- Safety RPI as low as 15ms can be supported (Produced / Consumed), as long as the packet rate is below the limit.
- Connection Reaction Time Limit for a CIP Safety connection over wireless should be at least:
- 60 ms for Safety Produced / Consumed
- 72 ms for Safety I/O
- CRTL may need to be increased further to prevent safety connection timeouts by changing Safety Timeout or Network Delay multipliers.
- For greater long-term reliability, increase CRTL to be at least x4 greater than the RPI value. This allows 3 packets in a row to be lost before the timeout.
- CIP Sync protocol can be supported for certain applications with following considerations:
- The time accuracy of 150 μs has been achieved in the test environment which indicates possible use of CIP Sync across wireless media for SoE and logging applications.
- Place Grandmaster clock (GM) in the wired infrastructure behind the AP.
- Eliminate unnecessary variable delays in the network, for example extra switch hops or unmanaged switches.
- Use PTP transparent mode for switches that support PTP protocol.
- Configure QoS settings with highest priority for CIP Sync traffic.
- Configure IGMP snooping and querier in the network infrastructure to allow multicast traffic across wireless link.
- Direct CIP Motion control is not feasible over wireless. Virtual Produced / Consumed axis may be possible for low performance applications. Position accuracy will depend on the CIP Sync performance.
Eduard Polyakov is a Senior Commercial Engineer with Rockwell Automation.
To read more manufacturing and technology news, sign up for our newsletter. You can also follow Manufacturing Business Technology on Twitter @MBTwebsite.



















