Stamped metal and springs are used in millions of products across the gamut of industries. Experience on how metals move and where they are likely to fail goes a long way to reducing costs and developing solutions. In addition, experienced engineers can increase value and reduce costs by designing tooling with flexible options for change. This is frequently done by adding skip stations in a die for a nominal up front tool cost where additional cutting or forming can be added if needed.
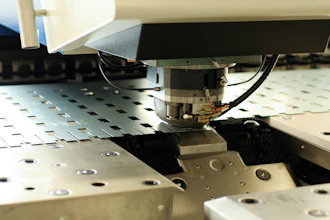
In the recent past, as manufacturers moved from machining to stamping metal parts to achieve cost savings, there was a concern that the stamped parts would lose features compared to traditionally machined parts. In today’s metal stamping world, with enhanced engineering design capabilities, very fine details can be incorporated using CNC milling equipment to finish the parts.
Working on this upfront adds value and reduces manufacturing costs. This is also true with regard to springs, where engineers running spring calculations software can go back to the customer to work out cost saving details right from the beginning of each project.
Value engineering helps customer design parts that are within a tight tolerance and yet very manufacturable and consistent in the long run. For example, CSS is currently working with a significant medical device company that is currently purchasing one of its parts as a completely machined tube, but wanted to explore the possibility of moving to a stamped part.
The project is tricky, since the tube has important features that had to be duplicated in a stamped part. A pin has to smoothly ride on a surface to create the torque necessary to grab flesh. Also, there could be no bumps or ridges that might cause the tube to skip or the surgeon to feel tension. Finally, a coined feature was needed where wires can be attached that made the instrument head articulate.
CSS engineers have successfully moved towards changing to a stamped part, finishing the critical features using a CNC machining process. The result is a savings of about $6 per part, a true slam dunk for the customer, which manufactures about 100,000 of the parts per year.
This happy result stems from the fact that CSS design engineers had made a similar part for a completely different industry, so were already familiar with the concept. After adjusting the 3-dimensional CAD model and marking up the original drawing with their initial ideas, they had numerous discussions before finalizing it into something that could be manufactured.
The tooling costs were significant, about $44,000, but the high per part savings made the investment worth it. When the part was made as part of a tube, it was held to a tolerance of plus or minus 1/1000th of an inch. The stamped part is capable of plus or minus 2/1000th of an inch. Even though the tolerance is 1/1000 more, the part is fully functional in the design at a significant savings.