Protecting employees, minimizing machinery downtime, maximizing health
Safety is a necessity for any industrial plant. Around the world, the focus on the safety and health of employees in the workplace is a growing priority for individuals and organization. In the U.S., for instance, the American Society of Safety Engineers (ASSE), the International Safety Equipment Association (ISEA) and the American Industrial Hygiene Association (AIHA) recently combined to express a commitment to safe work, which they say must be prominent in a congressional jobs bill now under consideration.
That concentration, first and foremost, protects a company’s most valuable assets: the employees who knowledgeably keep a plant’s products and services moving forward.
As the economy exhibits fragile signs of stabilizing, workers who create momentum for recovery and the companies they serve can ill afford to lose time and opportunity due to injuries in the workplace. A safe operation minimizes downtime, which offers the least possible interruption in business.
When evaluating an operation for safety, a key area to address is the mechanical equipment within the plant. There are three important facets of machinery safety: Making appropriate use of machinery monitoring instrumentation; specifying machinery design features that contribute to safety; and developing a rigorous machinery safety culture / program with your staff.
Here’s a more detailed exploration of those areas:
Making appropriate use of machinery monitoring instrumentation
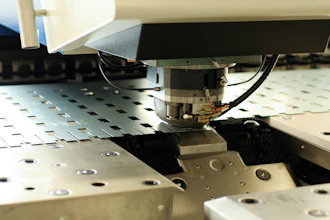
Condition monitoring can be a key part of enhancing machinery integrity by preventing unplanned mechanical failures. The wireless vibration and temperature monitoring system shown here is designed specifically for hard-to-reach assets where conventional wiring can be cost-prohibitive. Such systems can alert operators to degrading conditions. |
Various aspects of machines can be measured, including the temperature of bearings or the amount of vibration, both critical elements to the safe operation of several types of turbo machinery. The critical change over time has been the location of monitoring devices, which now provide more accurate, useful measurements.
Until the 1950s or so, vibration, for example, was measured on the outside of machines. If you had a ping-pong ball, placed it inside a cast iron safe and then shook the safe, there wouldn’t be very much vibration detection. This is analogous to machines, where, in many instances, the casing is very heavy relative to the spinning rotor. Additionally, there’s viscous oil that dampens the vibration.
Today’s technology allows you to monitor vibration inside a machine using probes that are about the diameter of a pencil and screw inside the machine. Monitoring enables companies to maximize safety by sensing if there are missing parts, unwanted rubbing inside the assembly or imminent failures that could lead to a catastrophic event. Monitoring enables automated shutdown systems before critical levels are reached. This protects human health and as well as machinery assets.
While safety standards are achieved, monitoring also contributes to maintenance programs. OEMs, for instance, may dictate that some machines be taken out of service every three years for maintenance to ensure optimum and safe operations. In many cases, three years may be overly conservative. Experience with certain machines, for instance, tells users that the safe operating time frame before maintenance may actually be closer to five years.
Through monitoring, managers can reliably predict when maintenance needs to be performed. In the past, some plant operators changed the oil on systems, whether the asset needed it or not. More sophisticated monitoring changes that. In some ways, today’s monitoring technology represents the difference between taking a patient’s temperature and examining a subject via an MRI. The depth of information creates a richer layer of data that can be acted upon to ensure maximum safety while minimizing production losses.
Historically, vibration measurements were taken on the outside of machines using sensors such as the accelerometer. |
Specifying machinery design features that contribute to safety
Whether they’re buying new equipment when it is time to replace a machine or retrofitting an existing machine, plant managers and engineers should review safety-related attributes and not just machine performance. They should look for modern upgrades, some of which are fairly simple but very effective innovations.
For instance, lug attachments built into motor casings enable consistently safe transport of machines throughout a factory. Some plants have been known to simply attach large eyebolts to machines to move them — a potential safety hazard, even when lifting smaller loads.
Some machines can total several tons, but even smaller motors, pumps and compressors weighing just a few pounds pose a tremendous safety issue if they come loose from attachments and fall to the floor below. Unfortunately, lug attachments can’t be retrofitted but the purchase of new machines that have lifting lugs built into the frame can improve safety immensely.
While evaluating design features of newer assets, it’s also important to evaluate maintenance points. Redesigned machinery may help keep workers safe and minimize downtime. Conveniently located re-lubrication ports, for instance, add safety. A port in the 12 o’clock position with an extended nipple for lubrication makes it easier for workers to perform the routine task without reaching into a machine at an awkward or vulnerable angle.
Further, comparing the workmanship and overall quality of all kinds of a machine will contribute to safety. For instance, determine the robustness of the bearing system, one of the first items that typically fail. Additionally, improved seals keep out contaminants that may contribute to premature failure. A quality insulation system also is a worthy feature, especially when combined with temperature detectors, since prolonged heat exposure is hard on turbo machinery.
Developing a rigorous machinery safety culture / program with your staff
Most companies have broad safety programs and cultures. However, machinery deserves special attention because it represents substantial kinetic energy (energy in motion) and potential energy (stored energy) that can result in personnel injury or even fatalities. There’s also the potential for environmental harm, not to mention the financial implications of failures or impact on customer good will.
It’s imperative to be aware of industry standards for machines, monitoring devices and equipment based on the setting. In particular, many safety incidents occur during machinery maintenance, such as when lock-out/tag-out is not observed, arc flashes during welding or overspeed events when testing speed-control governors and/or safety devices.
Because the types of machinery and energy sources often differ between plant types—for example, a copper mine using large excavating equipment powered by electricity and an offshore platform using large gas turbines powered by natural gas—the specific safety considerations are industry, application and site specific.
Safety is a behavior that should be ingrained. Discussions should happen on a regular basis that make safety real—rather than an abstract topic.
The introduction of proximity probes in the early 1960s allowed observation of the rotating shaft inside the machine, where vibration originates, greatly improving the capabilities of machinery condition monitoring. A pencil-sized proximity probe is shown here. |
For example, presentations should include actual incidents and photos, rather than contrived scenarios. Signage should be used proactively and effectively to create awareness and at point-of-hazard locations; for instance, general signage alerting about arc flash dangers creates awareness. Signage on the welding equipment itself provides specific guidance on avoiding the hazard.
When plants make safety a priority, they inspire confidence and trust. Employees convey the important message by exuding the ideals of a conscientious work environment. A protected workplace delivers productivity in a manner that is cleaner, smarter and more efficient. Safe solutions promote both sustainability and reliability—hallmarks of today’s modern industrial operations.
Jeff Schnitzer is the Product General Manager for the Bently Nevada product line and Jim Rogers is the General Manager – Industrial Services & Motors, both part of Atlanta-based GE Energy Services. They work with producers in power generation, oil & gas and process industries to find cleaner, smarter and more efficient energy solutions.